搜 索

银元再民间俗称为大洋。在清代把外国流入的银铸币称为洋钱,把中国自铸的银币称为银元。清代自铸银元则始1882年(光绪八年)的吉林机器局铸造的厂平(吉林通用银两)一两币,因铸造数量甚少,后世罕见,当时市面流通的银币主要是洋钱。
当时吉林将军(相当于总督)希元为稳定金融市场,上奏朝廷说:吉林省制钱(指古钱,方孔钱)缺乏,市面日益萧条,经再三商量,只有仿照制钱式样铸造银钱,以解决现钱短缺的问题。奏准后,于光绪十年先从军饷中提银5000两,令吉林机器官局(即兵工厂)铸造了厂平一两、七钱、半两、三钱、一钱5种面值的足色银元。一般称这套银币为“中国第一套机制银币”,是我国用小型机器制造的较早的一批银元,但未获行用。
清光绪十年(1884年)吉林机器局制造。正面居中方框内铸“光绪十年吉林机器官局监制”十二字篆文,外围铸双龙戏珠图案。背面中央方框内铸“厂平壹两”四字隶书,外围上下左右各铸满文一字以表示面值和云饰图案。目前发现有三种版式,直径均为40mm,重量35.6―36g,成色98%,珍稀度:一级。这是中国最早的机制银币,加之铸造后未及盛行即被废止,所以传世稀罕,弥足珍贵。
张之洞于光绪十三年奏准由广东造币厂试铸,二三年铸成,在市面流通,是为龙洋的起源。以后光绪、宣统年间各省所铸银元均统称为龙洋。
机制银币币面及齿边的制作方法
1、目前近代大型造币厂的直齿边银币肯定是齿边和币面一次成型。
2、冲压银币不需要加热冲压,是常温操作。
银币的制作步骤如下
1、配料:银币生产的原料是贵金属银和普通金属铜,称量的精度要求比较高,原料、半成品、成品批量称重都由天平来完成。早期熔炉的燃料主要是煤和焦碳,后改用柴油和煤气。每炉一次最大熔银量150公斤,厂家按照规定的配比将各种原料放入大型坩埚中融化充分准备浇铸胚料。
2、制造模具胚:雕刻机是造币厂制模的主要设备,利用几何学中相似原理,将工艺美术师设计制作的浮雕作品缩刻成模具,被称为原模或直雕模。原始的雕刻机由人工操作,下图为1936年法国TVR型原模自动雕刻机。造币用模具制作,由设计图稿、油土浮雕、石膏型、铜型再由雕刻机刻制原模。工作时雕刻机的右侧放置铜型,左侧放置需加工的模具坯。缩刻的比例可以根据需要来调整。现在收藏市场上零星能看到的号称模具的阳文模具实际上是铜制模具胚。
3、制造银币模具工作模:雕刻出的原模一般为阳文正字,不能直接用于生产,需翻制成工作模。生产流通币的工作模需要量大,在实际工艺中,由直雕原模翻制阴文原模,阴文原模再依次翻制二元模、工作模,再由工作模上压印机生产。展台上的人力螺旋压力机,是造币厂早期的翻模设备,它以四个工人为动力,翻制造币用模具。
4、浇铸,是将配完料的金属熔化后,注入浇铸模,铸成条片。浇铸后的条片,经过碾片机轧制成铸币所需要的标准厚度。碾片机又称轧片机或轧机,分粗轧和精轧。银条经过8道轧制工序后,由原长560毫米被碾成长2500毫米的银片。因轧制后的银片过长,不便于再加工,需经剪刀机分段后通过精轧工序,轧制到硬币所需的标准厚度。
5、制作胚饼:供印制银币用的坯饼由冲床(见下图)完成。标准厚度的条片通过专用冲床上的自动进料轧辊进入冲模,冲下坯饼,展出的冲床每分钟冲180枚。边屑由自动裁切成短片,过秤后退回熔炼处。
6、饼胚热处理:银材经过冷轧加工后,变得脆而硬,不利于压制花纹,需经烘饼炉退火后恢复原有软度,烘饼的温度达到700摄氏度。烘饼后坯饼的表面被氧化,去除氧化层需经酸溶液洗饼。
7、滚光边:印花前的最后一道工序是坯饼光边。光边机,又称轧边机。坯饼通过光边机的转盘和月牙形边板间的凹槽,使边缘凸起,便于压印时花纹成型,可降低流通时对花纹的磨损。
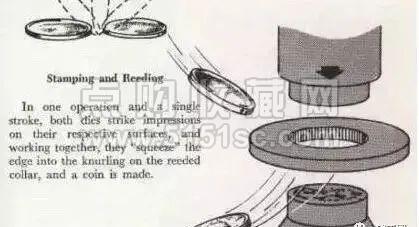
8、直齿银币冲压:压印机是硬币成形的专用设备,该机器将模具上的花纹印于坯饼上,同时将模圈上的丝齿印于硬币边缘。下图中的银圆压印机由美国沃特伯里法雷尔铸造及机器制造公司1921年制造,工作压力160吨,每台每分钟可生产105枚。每台机器由两名员工操作,一人负责加装坯饼,一人负责将坯饼整理成叠。
下图中的中间那个内齿圈就是完成银圆齿边的。上下钢模中有一模圈垫套,用以保证印花时银元统一外径尺寸,边齿纹(光边币同)也在此同时完成。机器压力30-200吨之间,以美金为例:一分(3.11g)与一角(2.5g) 40吨,五分(5g)60吨,二毛五(6.25g)110吨,五角(12.5g)110吨,一元合金新币(8.1g)80吨,早期一元银币(26.73g)140~160吨。当年上海中央造币厂生产船洋(26.7g)的机器压力是160吨,速度每分钟100枚。

请注意钢模是上下同时动作,冲币光饼时只有上模往下动。说明一点内齿圈是用插齿刀加工出来的,所以我们能够看到绝大多数真银圆的边齿底槽有两条细夹线这就是插齿刀在模具上留下的痕迹反映到银圆齿上了。内齿圈只能插齿机来加工,刀具是纵相从齿顶也就是直线条一条一条加工到齿根。然后内齿圈要沾火成硬齿面,这样内齿圈就成了刀具了。原来插齿刀在内齿顶上第一刀的痕迹就变成锋利的快口了,所以会在银币齿底槽上留下两条细线。
这是鉴别真假银币比较重要的一点。
9、早期花边银币的齿边制作:花边银币的冲压是两步骤完成,上边步骤的内齿圈是平滑的,只负责饼胚的定位和限值大小,不负责印制花纹。然后再进行花边滚制。
10、成品检验:压印后的硬币必须经过检验剔除废品,银币需要经过称重、验面、验声。使用木架验饼机是人工检验硬币表面质量的机器,两人操作,硬币自动翻面,检验员每人检查一个面。使用的是银币自动校准机,这种机器每台内有10座自动小天平,用于剔除重量不合格的产品,其检验精度为78毫克,每分钟检验银币150枚。
【点购收藏网】是具有公信力和权威性的网络收藏互动交易平台,对国际国内旧版人民币、纸币、钱币、连体钞、纪念钞、邮票、金银币等收藏品以全国上门进行快捷的回收程序;同时着力为全球用户提供包括收藏知识、收藏新闻、收藏资讯、以及收藏价格表等在内的,方便快捷的"全功能"服务,成为深受用户喜爱的钱币回收网络收藏平台。
联系人
电 话
微 信
Q Q
联系人
电 话